|
 Притиры для ремонта седла клапана |
Читал также, что продаются устройства для притирки седел клапанов BOSCH CR с комплектом притиров, и что одного притира хватает на десять клапанов. Там же предлагается услуга по переточке изношенных притиров. Видел рекламу известной фирмы, которая продает "притирки седел мультипликатора" за 100 евро и там же "сменный стержень для притирки" за 10 евро. Спрашивается, а за что же тогда (сто минус десять) девяноста евро? Надо думать за железную оправку для "сменного стержня"?
Никак не могу понять, из чего же сделаны названные притиры которые могут «стереть» дефектный слой с поверхности седел, хотя бы тех же десяти клапанов, не изменив свою геометрию? Ведь не факт, что если, с использованием абразивных микропорошков (абразивных паст), притирать мягкую металлическую поверхность более твердой, то мягкая металлическая поверхность будет стираться быстрее нежели твердая, скорее наоборот.
Имеющейся
у меня опыт восстановления прямолинейности образующей конической поверхности
седла управляющего клапана электромагнитной форсунки BOSCH Common RAIL говорит об обратном.
Одним притиром нельзя отремонтировать и один клапан, не то, что десять. Для восстановления
геометрии рабочей поверхности нужно
.......................................................................................................................................
.......................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
.......................................................................................................................................
.......................................................................................................................................
........................................................................................................................................
........................................................................................................................................
........................................................................................................................................
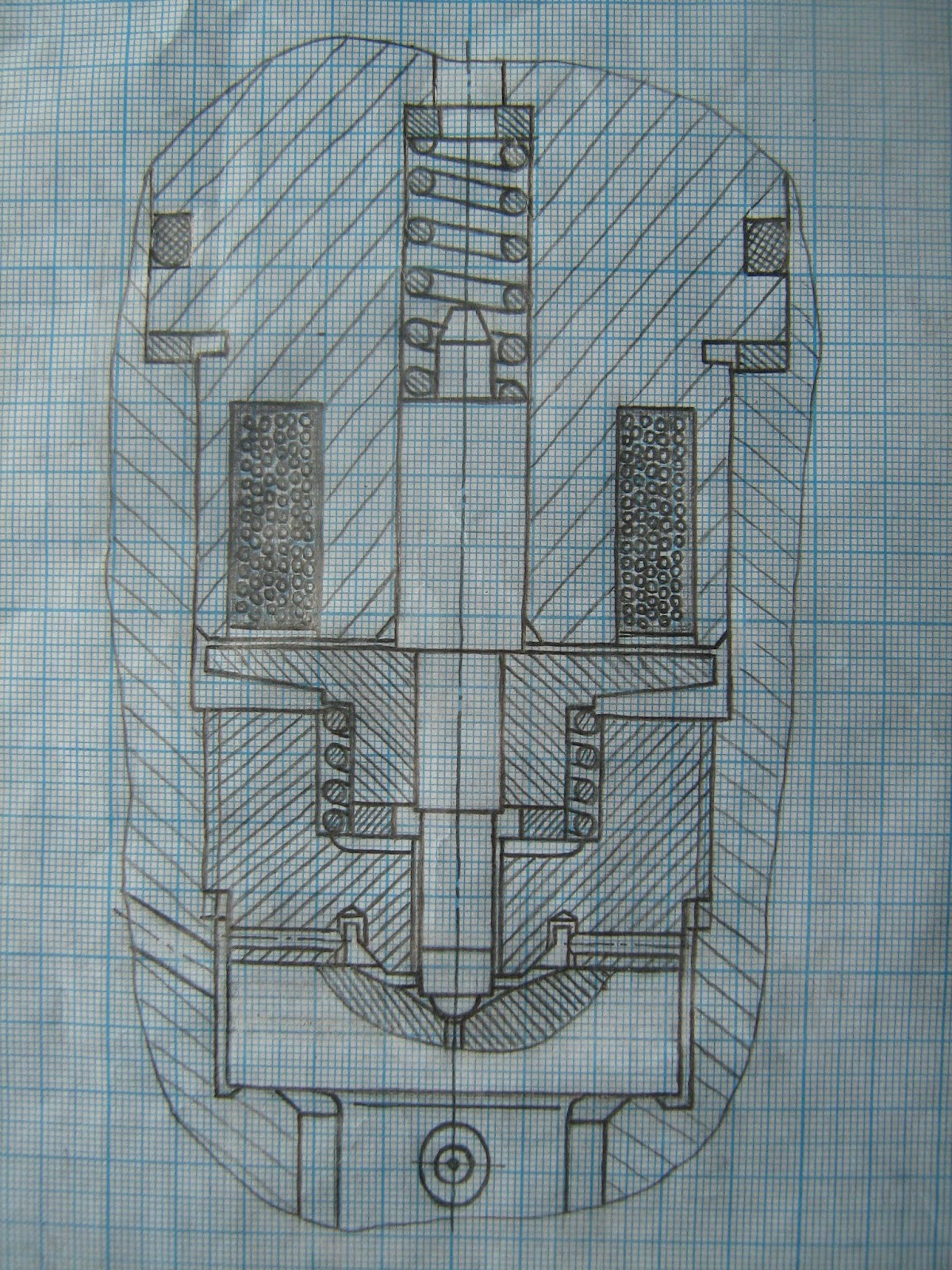
Моя конструкция устройства для восстановления седла клапана электромагнитной форсунки BOSCH CR выглядит следующим образом.

Мне доводилось ремонтировать достаточно большие партии этих деталей.

Ниже показаны клапана перешлифованные описанным выше методом.











По теме притиров привожу три страницы из книги моего наставника, ныне покойного, профессора Чистосердова Павла Сергеевича.



Восстановительный ремонт эектромагнитных форсунок Common Rail BOSCH
Если стоящие на вашем автомобиле
оригинальные форсунки пришли в негодность по причине штатных износов, то это, в
первую очередь, проявится в виде повышенного слива топлива в обратку и, как
следствие, в трудном запуске, дымности выхлопа и неустойчивой работе двигателя
на холостых оборотах.
В описанной выше ситуации самым
дешевым и эффективным методом ремонта электромагнитных форсунок Common Rail BOSCH будет, не замена их оригинальных
мультипликатора и распылителя на новые изделия зачастую сомнительного качества, а перешлифовывание изношенной
поверхности седла управляющего клапана
форсунки с коррекцией на необходимую величину (в зависимости от величины
припуска снятого с седла клапана) толщины её регулировочных шайб.
Также, в случае необходимости, можно произвести
притирку конуса иглы распылителя с последующей коррекцией
ширины линии контакта его запорных конусов, а также заменить тифлоновое уплотнение и шарик. При сильном износе сопрягаемых поверхностей мультипликатора восстанавливается и гидравлическая плотность сопряжения шток-гильза (см. фото).

Телефон, Viber, WhatsApp: +375 29 6560658
E-mail: alekskrez@mail.ru