Разобравшись с конструкцией управляющего узла электромагнитной форсунки Common Rail BOSCH, с целью выяснить на что влияет
изменение размеров регулировочных шайб форсунки, с позиции механики можно сделать вывод:
- увеличение голубой шайбы приведет к уменьшению давления шарика на седло
клапана и увеличению хода шарика и наоборот;
- увеличение зеленой шайбы приведет к уменьшению давления шарика на седло клапана и увеличению электромагнитного зазора между якорем и электромагнитом и наоборот;
- увеличение зеленой шайбы приведет к уменьшению давления шарика на седло клапана и увеличению электромагнитного зазора между якорем и электромагнитом и наоборот;
- увеличения красной шайбы приведет к увеличению давления шарика на седло
клапана и наоборот.
И ещё, чтобы при ремонте форсунки восстановить расчетное значение величины подъема шарика и величину воздушного зазора меду якорем и электромагнитом, в следствие проседания шарика в
процессе износа клапана и последующего перешлифовывания поверхности седла клапана, нужно уменьшить на такую же
величину на какую опустился шарик толщину голубой и зеленой шайбы.
 В форсунке имеется также шайба под
пружиной прижимающей иголку к седлу в корпусе распылителя (на рис. поз.16). При
этом известно, что пружина иглы распылителя в форсунке CR для функционирования
форсунки необязательна и устанавливается для предотвращения заброса газов из
камеры сгорания при отсутствии давления в аккумуляторе, а также, чтобы при
неработающем двигателе из форсунки не вытекала топливо. Тем не менее,
увеличение толщины этой шайбы приведет к тому, что распылитель будет
открываться при большем давлении под
иголкой и наоборот. Последнее можно использовать для компенсации изменения
давления открытия распылителя при уменьшении площади активного сечения иголки в
случае ремонта распылителя.
В форсунке имеется также шайба под
пружиной прижимающей иголку к седлу в корпусе распылителя (на рис. поз.16). При
этом известно, что пружина иглы распылителя в форсунке CR для функционирования
форсунки необязательна и устанавливается для предотвращения заброса газов из
камеры сгорания при отсутствии давления в аккумуляторе, а также, чтобы при
неработающем двигателе из форсунки не вытекала топливо. Тем не менее,
увеличение толщины этой шайбы приведет к тому, что распылитель будет
открываться при большем давлении под
иголкой и наоборот. Последнее можно использовать для компенсации изменения
давления открытия распылителя при уменьшении площади активного сечения иголки в
случае ремонта распылителя.
Самый
недорогой и эффективный ремонт электромагнитных форсунок CR BOSCH заключается в
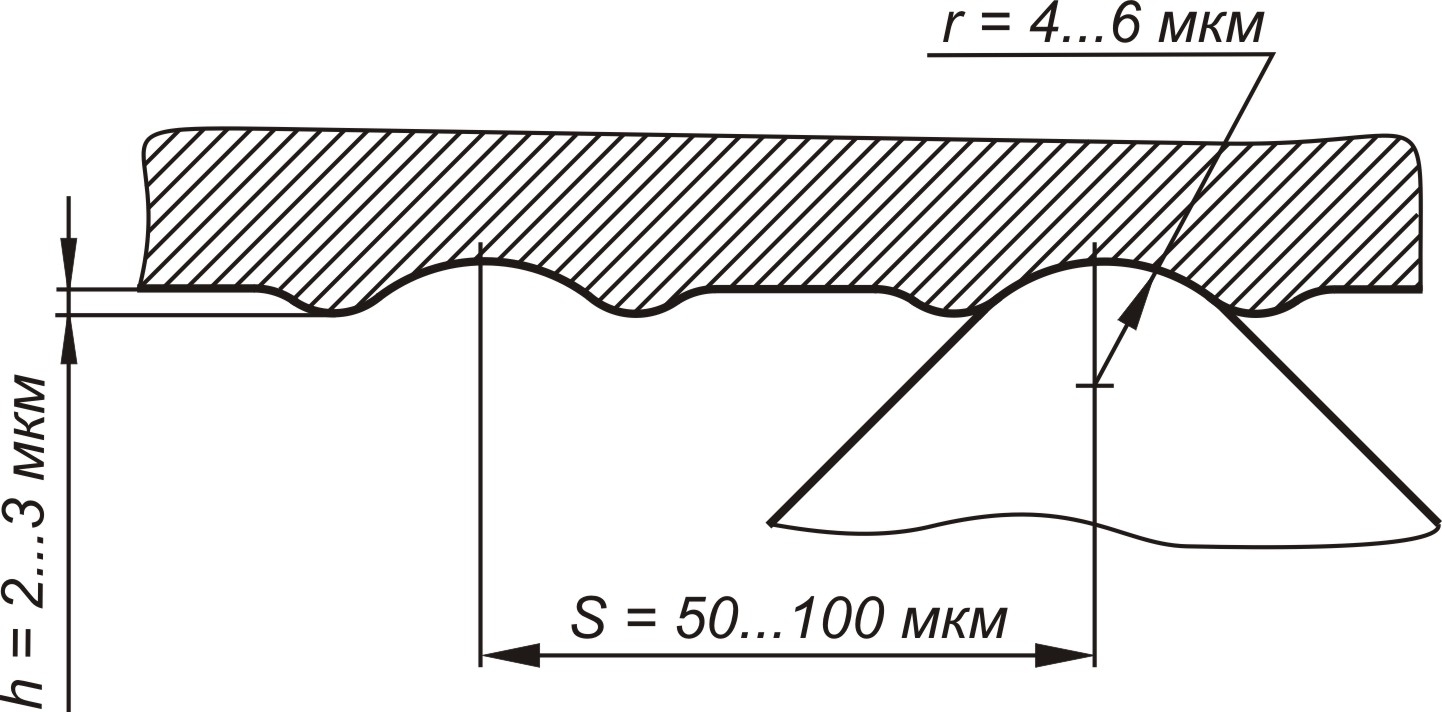
першлифовывании седла управляющего клапана форсунки с проведением,
до и после его обработки, соответствующих замеров и корректировки на необходимую величину толщины её регулировочных
шайб. Также, в случае необходимости, можно произвести притирку конуса иглы распылителя с последующей коррекцией ширины линии контакта его запорных
конусов и заменить дефектное тифлоновое уплотнение и шарик, восстановить гидравлическую плотность сопряжения шток-гильза мультипликатора.
Тел. +375 29 6560658
E-mail: alekskrez@mail.ru