Восстановление деталей с помощью пластической деформации основано
на их способности изменять свою геометрическую форму и размеры за счет
перераспределения металла без его разрушения под действием внешних сил.
Известен ряд методов восстановления размерной точности деталей машин методом
поверхностной пластической деформации в результате перераспределения металла в
поверхностном слое детали вследствие силового воздействия на эту поверхность
деформирующего элемента.
Говоря о восстановительном ремонте прецизионных цилиндрических
поверхностей деталей дизельной топливной аппаратуры следует отметить, что это термически
обработанные детали и их твердость составляет порядка HRC 60…65 единиц, однако износы,
которые приводят к выходу их из строя этих деталей составляют всего 2…4 мкм, так как рабочий
зазор, например, в той же паре шток-гильза мультипликатора форсунки Common Rail составляет порядка 1…2 мкм на сторону и
его увеличение на пару микрон уже приводит к нарушению герметичности сопряжения.
Принципиальная схема восстановления герметичности подвижного
соединения прецизионной пары шток-гильза мультипликатора форсунки Common Rail,
иголка-корпус распылителя и др., заключается в формировании на поверхности
штока (иголки) винтовой поверхности (рис.1), образуемой впадиной и двумя
выступами в результате воздействия на поверхность детали деформирующим
элементом из сверхтвердого материала (СТМ).
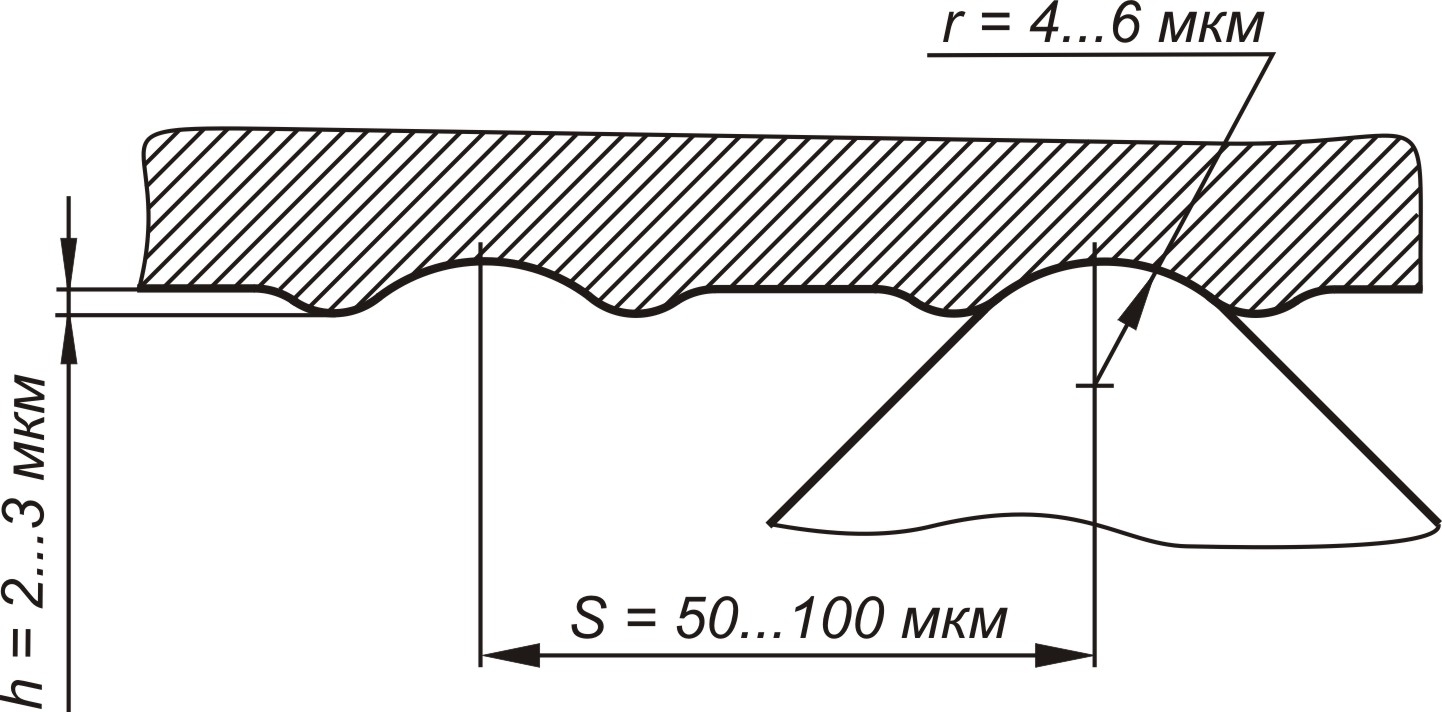
Рис.1.
Радиус закругления рабочей кромки деформирующего элемента должен
составлять не более 6 мкм. В результате вдавливания элемента из СТМ по краям
канавки будут образовываться два выступающих буртика. Высота последних должна
быть порядка 2…3 мкм. Реализация данного процесса аналогична нарезанию резьбы
(рис.2), только здесь «резьба» не нарезается, а формируется в результате
пластической деформации металла задней поверхностью режущего элемента. Изделию
необходимо сообщить вращение с угловой скоростью ω, а деформирующему элементу
осевое перемещение с подачей s на один оборот детали. Величина этой подачи
и будет определять шаг винтовых поверхностей на обрабатываемой детали. При этом
деформирующий элемент необходимо прижать к поверхности с некоторым усилием P, оттарировав это усилие на получение
заданной высоты буртиков h. Для
увеличения жесткости системы и обеспечения стабильности процесса деформации
металла вторая сторона детали должна поддерживаться люнетом, а деформирующий
элемент быть подпружинен для компенсации колебаний деформирующего усилия.

Рис. 2.
Ниже (рис.3) показана
принципиальная кинематическая схема устройства для восстановления
герметической плотности прецизионных пар дизельной топливной аппаратуры методом
ППД реализующая изложенный выше принцип восстановления. На схеме: 1 -
электродвигатель, 2 - ременная передача, 3 – понижающий редуктор, 4 –
трехкулачковый патрон, 5 – обрабатываемая деталь, 6 – поддерживающие люнеты, 7
– деформирующий элемент, 8 – суппорт, 9 – привод суппорта, 10 – ходовой винт,
11 – направляющая.

Рис.3.
По представленной кинематической схеме была разработана
конструкция и подготовлен комплект рабочих чертежей (рис. 4) устройства для
восстановления герметической плотности мультипликаторов Common Rail и распылителей форсунок всех
типов.

Рис. 4.
Разработанное устройство позволит как производить непосредственно
ремонт названных изделий, так и проводить эксперименты по оптимизации
рассматриваемого процесса.
Мужики, таким людям как ReFors, памятники ставить надо!!!!
ОтветитьУдалитьОчень даже оригинально.
ОтветитьУдалитьВопрос. Какое давление прикладывается на обрабатываемую деталь деформирующим элементом ?
Деформирование детали производится за один проход , или за несколько проходов деформирующего элемента?
Спасибо.
Давление, которое необходимо приложить к обрабатываемой детали зависит от твердости её поверхности, геометрии деформирующего элемента и предполагаемой высоты воспроизводимого буртика. Поэтому изначально величину прилагаемого усилия необходимо оттарировать по показаниям стрелочного индикатора (см. фото к последующему сообщению) и в дальнейшем ориентироваться на эти значения.
УдалитьЕсли, как здесь показано, приспособление будет выполнено по схеме токарно-винторезного станка то обработку можно производить и за несколько проходов деформирующего элемента.
Круто!
ОтветитьУдалитьДобр вечер, Алекс.
ОтветитьУдалитьЕсть статистика по ресурсу после ремонта?
Хотите верьте, хотите нет. Последние порядка трех лет, у всех электромагнитных форсунок CR BOSCH, которые попадают ко мне для ремонта, я восстанавливаю гидравлическую плотность мультипликатора описанным выше методом. После ремонта ни одну из этих форсунок я не видел и сколько они проехали я не знаю. Однако, последнее вселяетет определённый оптимизм. Потому как, если бы они проработали пару недель и потекли народ начал бы званить и предъявлять притензии, а если они нормально работают пару лет то никто вам вонить и благодарить не будет. Поэтому ресурс у них нормальный, если не выше чем у новых, и этому у меня есть объяснение.
Удалить