Одной из
основных операций восстановительного ремонта распылителей форсунок дизельных
двигателей является шлифование (правка) конуса иглы распылителя. Все кто этим
занимается так или иначе сталкивались с вопросом покупать ли станок HARTRIDGE
HH008 для шлифования конуса иглы распылителя, который стоит около 24 000 фунтов
стерлингов, или проектировать и изготавливать его самому. Затем нужен станок
НН034 для притирки седла в корпусе распылителя, который стоит немногим меньше
вышеназванного.
Надо полагать
станки НН008 и НН034 хорошее оборудование, но цены? Поэтому возникает вопрос,
когда они окупятся и, главное, так ли они необходимы?
Наша технология ремонта распылителей не подразумевает использования дорогостоящего оборудования для шлифования конуса иголки и удаления дефектов с поверхности рабочего конуса внутри корпуса распылителя.
Конечно, перешлифовать конус иглы распылителя на станке HARTRIDGE можно, «стереть» дефекты с поверхности седла в корпусе распылителя с помощью притиров, сохранив её макро и микро-геометрию тоже можно, но не реально. После такой операции отремонтированный распылитель будет стоить дороже нового. Все что можно сделать на станках "для притирки седла в корпусе распылителя" реально, это стереть нагар с поверхности седла, а затем, перешлифовав иголку поставить её на место, и распылитель, возможно, станет работать лучше, так как конус иголки станет больше, и его рабочая кромка будет касаться поверхности седла выше места износа.
В свое время мы делали притиры как с мягкого, так и с твердого так и со сверхтвердого материала. Это себя не оправдало.
В результате долгих экспериментов и многолетней практики мы остановились на методе ..............................................................................................................................
...........................................................................................................................................
...........................................................................................................................................
...........................................................................................................................................
, т.е. применили так называемый метод машинно-ручной доводки сопрягаемых поверхностей деталей работающих в паре.
Хочу обратить внимание, что для правки конуса иглы необходимо иметь
..........................................................................................................................................
..........................................................................................................................................
..........................................................................................................................................
..........................................................................................................................................
Метод не
простой, требует наличия необходимой сноровки, но не требует дорогостоящего
оборудования.
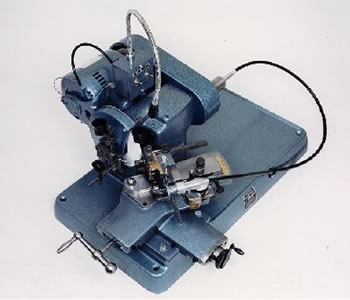 |
| Станок HARTRIDGE HH008 для шлифования иглы распылителя |
Наша технология ремонта распылителей не подразумевает использования дорогостоящего оборудования для шлифования конуса иголки и удаления дефектов с поверхности рабочего конуса внутри корпуса распылителя.
Конечно, перешлифовать конус иглы распылителя на станке HARTRIDGE можно, «стереть» дефекты с поверхности седла в корпусе распылителя с помощью притиров, сохранив её макро и микро-геометрию тоже можно, но не реально. После такой операции отремонтированный распылитель будет стоить дороже нового. Все что можно сделать на станках "для притирки седла в корпусе распылителя" реально, это стереть нагар с поверхности седла, а затем, перешлифовав иголку поставить её на место, и распылитель, возможно, станет работать лучше, так как конус иголки станет больше, и его рабочая кромка будет касаться поверхности седла выше места износа.
В свое время мы делали притиры как с мягкого, так и с твердого так и со сверхтвердого материала. Это себя не оправдало.
В результате долгих экспериментов и многолетней практики мы остановились на методе ..............................................................................................................................
...........................................................................................................................................
...........................................................................................................................................
...........................................................................................................................................
, т.е. применили так называемый метод машинно-ручной доводки сопрягаемых поверхностей деталей работающих в паре.
Хочу обратить внимание, что для правки конуса иглы необходимо иметь
..........................................................................................................................................
..........................................................................................................................................
..........................................................................................................................................
..........................................................................................................................................
 |
| Бруски и алмазная пасты для шлифования иглы распылителя. |