Электромагнитная
форсунка BOSCH
Common Rail 0445120141 типа CRIN2-16.
Кто-то может поделиться видением ситуации по регулировочным шайбам этой форсунки? В частности каково
назначение регулировочной шайбы под анкером?
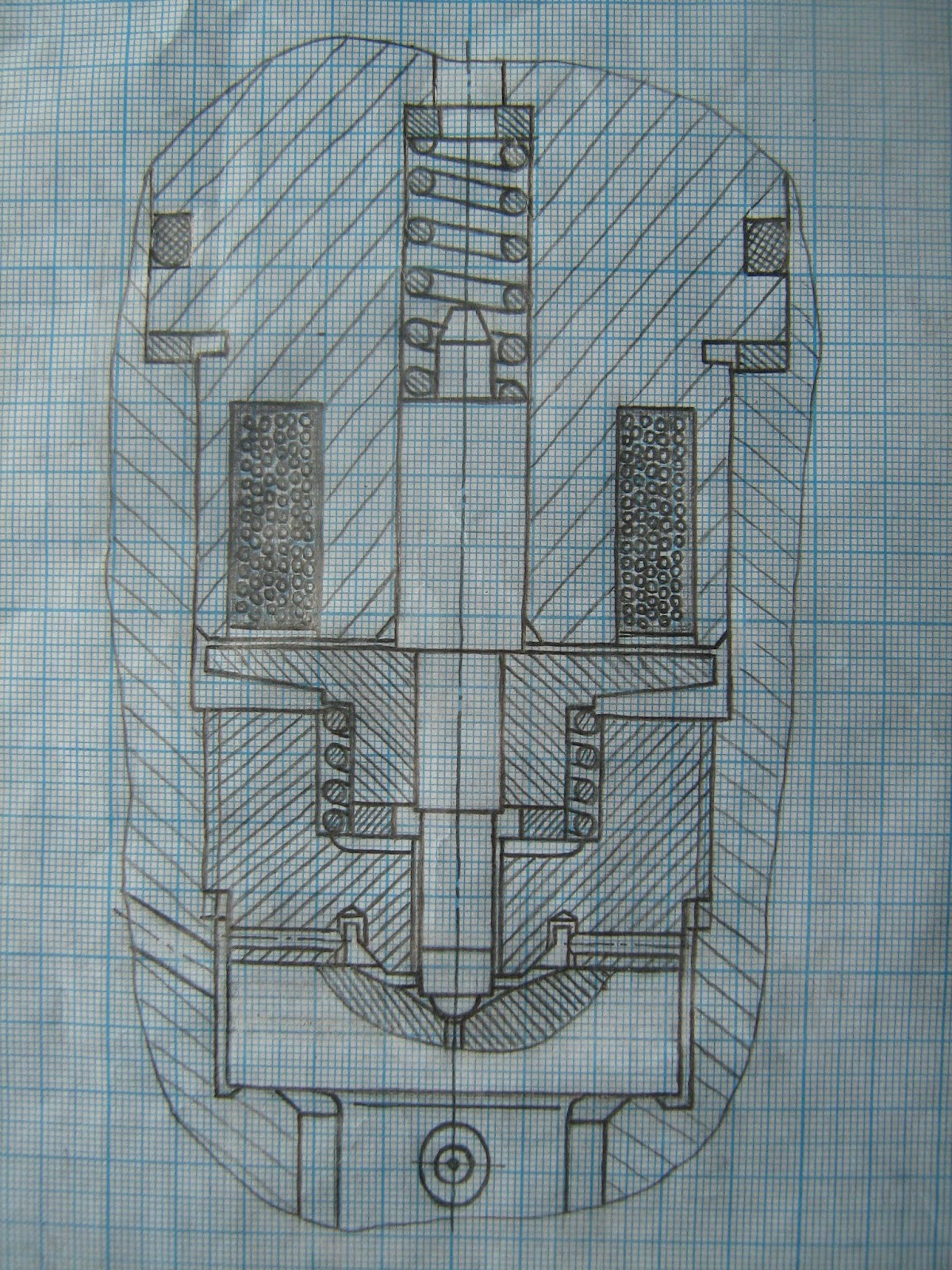
Если
посмотреть на изображенное устройство, то очевидно, что шарик прижимается
к седлу клапана усилием верхней пружины. При срабатывании электромагнита, т.е. при открытии клапана, ход анкера ограничивается сердечником самого электромагнита и величину этого хода можно изменить устанавивая на место верхней регулировочной шайбы, шайбу меньшей или большей толщины. Так, например, работает форсунка 0445110156 типа CRI2.1. Однако, в
рассматриваемой форсунке (CRIN2-16), в отличие от CRI2.1, есть шайба под анкером. Если названная шайба будет толще
некоторого значения, она остановит движение анкера вниз раньше, чем шарик коснется
поверхности седла, а если она окажется тоньше чем нужно, то шарик упрется в седло
раньше, чем анкер в шайбу и шайба будет не у дел. Получается, что клапан
(сопряжение седло-шарик) может выполнять свои функции только при идеально подобранной
толщине этой шайбы. Но ведь известно, что нет абсолютно точных размеров, толщина шайбы лежит в каком то поле допуска и к тому же в процессе эксплуатации форсунки, клапан изнашивается и шарик "проседает" на некоторую величину.
Долполнение 26.02.2021 г.
С момента данной публикации прошло время, и я сейчас, на заданный в ней вопрос, пожалуй, отвечу так. Если форсунку собрать без нижней (маленькой) шайбы под анкером работать она будет, и усилие, с которым шарик прижимается к седлу клапана (не принимая во внимание пружинку под анкером) будет равно силе упругости верхней пружины над анкером. Это то, что в механике называется статически определимая конструкция.
Другое дело с шайбой под анкером. Я считаю, что изначально, в новой форсунке, между анкером и названной шайбой должен быть очень маленький зазор. При этом шарик, как и без шайбы, будет упираться только в седло клапана, и шайба изначально будет не у дел. Затем, в процессе работы, шарик создаст в седле небольшую лунку и опустится вниз. Анкер в результате начнет соприкасаться с названной шайбой, которая «заберет» на себя часть силы упругости давящей на анкер пружины, и не даст анкеру уходить вниз в процессе дальнейшего износа сопрягаемой с шариком поверхности. Износ седла клапана, надо понимать также замедлиться. При этом ход анкера будет оставаться постоянным весь срок службы форсунки и параметры её работы останутся стабильными, а двигатель все это время будет работать в комфортных условиях до тех пор, пока обратка не станет критической. После этого форсунку надо отремонтировать, т.е. заменить мультипликатор и это дешевле чем ремонтировать двигатель.
Следует отметить, что, когда анкер одновременно упирается и в седло, и в шайбу то это уже называется статической неопределимостью. Статическая неопределимость в механизмах во многом непредсказуема и работает на пользу только в случае высокой культуры производства, т.е. при высокой точности изготовления, сборки и регулировки.
E-mail: alekskrez@mail.ru
Тел.+375296560658
Тел.+375296560658